
QbD in Pharmaceutical
Formulation: Why Building
Quality In Is No Longer
Optional
Quality by Design is no longer considered an optional regulatory strategy. It has become a fundamental expectation for companies seeking stronger process understanding, reduced variability, improved product performance, and long-term regulatory confidence.
The pharmaceutical industry in 2026 is facing increasing pressure to deliver safer, more effective, and consistently high-quality products while simultaneously meeting evolving global regulatory expectations. Regulatory agencies now expect manufacturers to move beyond traditional quality control models and adopt proactive, science-based development approaches that ensure quality is built directly into pharmaceutical products from the very beginning.
This shift has made Quality by Design (QbD) one of the most important concepts in modern pharmaceutical formulation and process development.
QbD is no longer considered an optional regulatory strategy. It has become a fundamental expectation for companies seeking stronger process understanding, reduced variability, improved product performance, and long-term regulatory confidence.
At Accuprec Research Labs Pvt. Ltd., we support pharmaceutical manufacturers with scientifically driven QbD approaches that align formulation development, process optimization, and regulatory expectations into a comprehensive quality-focused framework.
What Is Quality by Design (QbD)?
Quality by Design is a systematic, science-based approach to pharmaceutical development that focuses on building quality into products rather than relying solely on end-product testing.
Traditional pharmaceutical development often depended heavily on trial-and-error experimentation and final product inspection. In contrast, QbD emphasizes deep scientific understanding of how formulation variables and manufacturing processes influence product quality.
The primary objective of QbD is to ensure consistent product performance through proactive design, risk management, and process control.
Under modern regulatory frameworks, QbD supports:
- Improved product quality
- Reduced manufacturing variability
- Stronger process understanding
- Better lifecycle management
- Enhanced regulatory flexibility
- More efficient product development
Why QbD Has Become Essential in 2026
Global health authorities, including the FDA, EMA, and ICH, increasingly expect manufacturers to demonstrate scientific understanding of their products and manufacturing processes. As pharmaceutical products become more complex, traditional quality models are no longer sufficient to meet modern regulatory expectations.
Regulators now evaluate whether companies can justify:
- Critical process parameters
- Material variability
- Risk assessment methodology
- Control strategies
- Process robustness
- Product performance consistency
Without a QbD-driven approach, manufacturers often face:
- Regulatory deficiencies
- Process inconsistencies
- Batch failures
- Scale-up challenges
- Delayed approvals
- Higher development costs
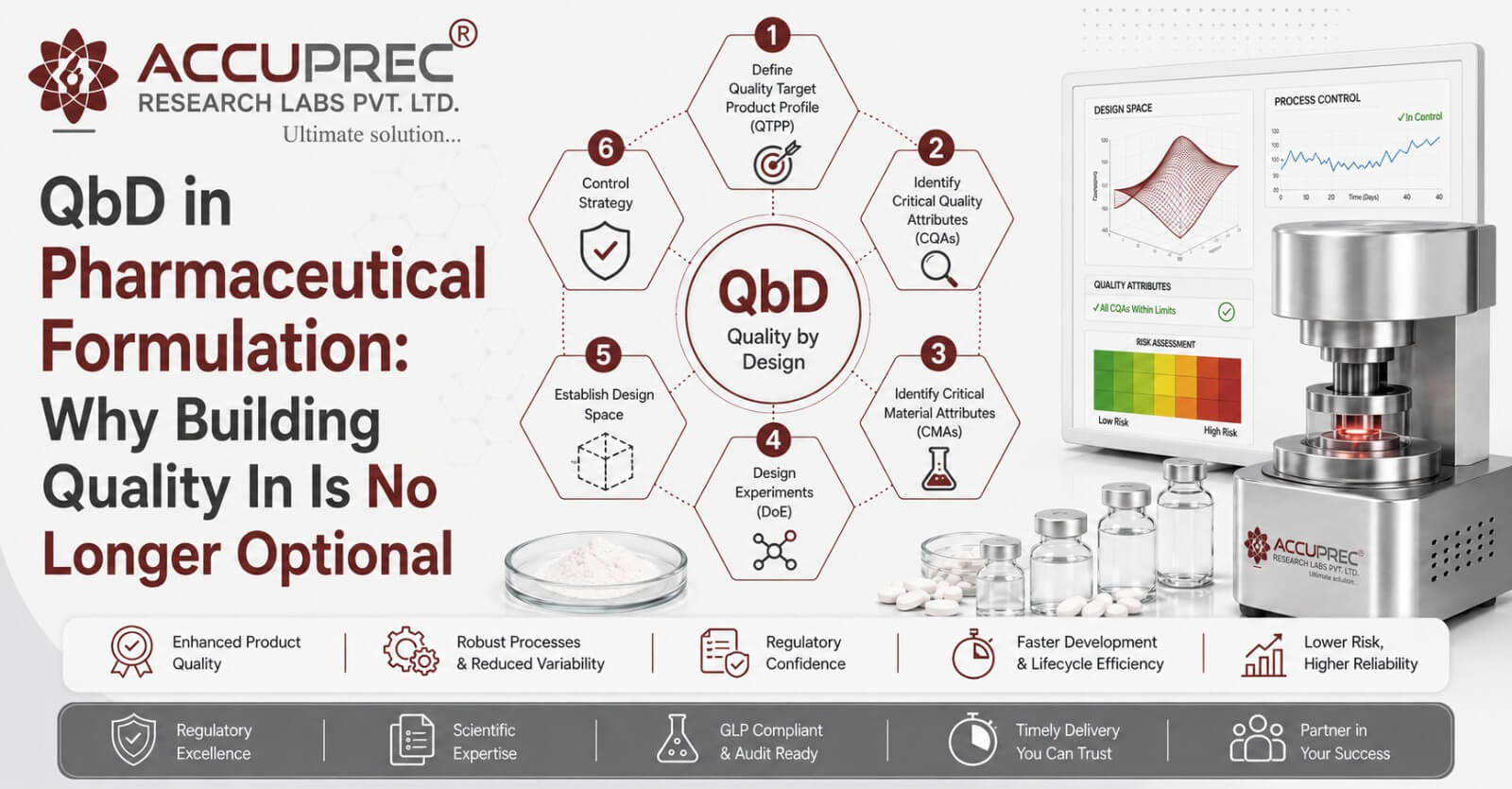
The Core Elements of QbD
A successful QbD framework typically includes several interconnected scientific and risk-management components.
Quality Target Product Profile (QTPP)
The QTPP defines the intended quality characteristics of the final pharmaceutical product. It serves as the foundation for the entire development strategy.
This includes:
- Dosage form
- Route of administration
- Strength
- Stability
- Release characteristics
- Patient requirements
Critical Quality Attributes (CQAs)
CQAs are physical, chemical, biological, or microbiological properties that directly impact product quality and patient safety. Understanding CQAs helps manufacturers identify which variables require strict control.
Examples may include:
- Assay
- Dissolution
- Particle size
- Impurity profile
- Moisture content
- Sterility
Critical Material Attributes (CMAs)
CMAs refer to raw material properties that may influence final product quality. Material understanding is essential for minimizing process variability.
These may include:
- Particle morphology
- Excipient variability
- Polymorphic form
- Material purity
Design of Experiments (DoE)
DoE is a statistical approach used to systematically evaluate how formulation and process variables impact product performance. Modern QbD programs rely heavily on data-driven experimentation rather than random trial-and-error approaches.
This helps manufacturers:
- Identify critical factors
- Understand variable interactions
- Optimize formulations
- Reduce development timelines
Design Space Development
The design space defines the multidimensional range of process conditions that consistently produce acceptable product quality. Operating within an approved design space provides manufacturers greater regulatory flexibility and process control.
Control Strategy
The control strategy establishes how manufacturers will maintain consistent quality during routine production. An effective control strategy helps reduce deviations and improve manufacturing reliability.
This includes:
- Process monitoring
- In-process controls
- Analytical testing
- Equipment controls
- Environmental monitoring
Benefits of Implementing QbD
Companies adopting QbD-driven development strategies often experience substantial scientific, operational, and regulatory advantages. QbD also supports continuous improvement and long-term process optimization throughout the product lifecycle.
Key benefits include:
- Enhanced product quality
- Improved process robustness
- Reduced batch failures
- Faster development timelines
- Lower manufacturing variability
- Stronger regulatory confidence
- Better lifecycle management
- Reduced compliance risks
Common Challenges Manufacturers Face
Despite its advantages, many organizations struggle to fully implement QbD principles effectively. Without proper scientific planning, QbD implementation can become fragmented and ineffective.
Common challenges include:
- Limited process understanding
- Inadequate risk assessment
- Poor experimental design
- Weak data interpretation
- Insufficient analytical support
- Lack of cross-functional integration
- Regulatory documentation gaps
Quality by Design has transformed pharmaceutical formulation from a reactive quality model into a proactive, science-driven development strategy.
Scientific and Regulatory Support at Accuprec
At Accuprec Research Labs Pvt. Ltd., we help pharmaceutical companies implement comprehensive QbD strategies aligned with global regulatory expectations and product-specific development goals. Our scientific teams combine analytical expertise, regulatory understanding, and quality-focused execution to support efficient and compliant pharmaceutical development.
Our expertise includes:
- Formulation development support
- Risk assessment studies
- Design of Experiments (DoE)
- Analytical method development
- Stability studies
- Process optimization
- Regulatory documentation support
- Quality-focused scientific consultation
Building Quality Into the Future
In 2026, pharmaceutical quality can no longer depend solely on end-product testing. Regulatory authorities now expect manufacturers to demonstrate deep scientific understanding, proactive risk management, and robust process control throughout the entire product lifecycle.
Quality by Design provides the framework necessary to meet these expectations while improving product consistency, development efficiency, and regulatory success.
Companies that invest in QbD today are better positioned to compete in an increasingly regulated and quality-focused global pharmaceutical environment.
QbD: From Reactive Testing to Proactive Quality
Quality by Design has transformed pharmaceutical formulation from a reactive quality model into a proactive, science-driven development strategy. From QTPP definition and risk assessment to DoE optimization and control strategy development, every aspect of QbD contributes to stronger product quality and regulatory confidence.
Manufacturers that embrace QbD principles are better equipped to reduce variability, improve reliability, accelerate approvals, and maintain long-term compliance.
With scientific expertise, advanced analytical capabilities, and regulator-focused support, Accuprec Research Labs Pvt. Ltd. helps pharmaceutical manufacturers successfully implement QbD-driven development and quality strategies.
Partner with Accuprec Research Labs Pvt. Ltd. for scientifically designed QbD solutions that strengthen pharmaceutical quality and regulatory success.
